品牌:河北威岳
精度:1-2-3
材质:HT250
硬度:HB170-240
起订:1件
供应:999件
发货:3天内
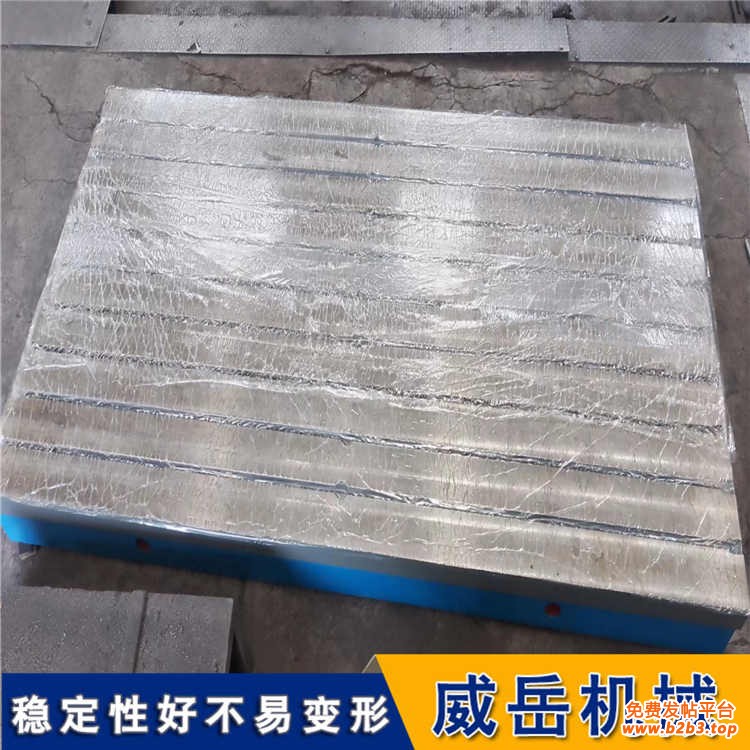
T型槽装配平台使用HT250材质铸造,工作面采用人工刮研工艺,工作面上可加工T型、V型、U型槽,也可打圆孔、条形孔。主要用于工件检测或划线,是一种平面其准器具。
T型槽装配平板的精度等级可分为0级、1级、2级、3级, T型槽装配平台在铸造成型后,经热处理和机床粗加工就进入了为关建的刮研阶段,这也是T型槽装配平台精度高的原因。在刮研全过程中,一般都要经历粗刮、细刮、精刮三个阶段。
粗刮阶段:粗刮的应先解决形位误差问题。粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮二次。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由少变稠密,由不均匀分布至均匀分布,当任意刮方25mm×25mm达到4~6点时,表面粗糙度达到Ra2.5~Ra3.2时即告粗刮阶段中止。
细刮阶段:细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,即接触精度、几何精度,平面度达到0.01mm/500mm2、表面粗糙度Ra1.6~Ra3.2,同时还要兼顾到形位误差。精刮阶段:精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。当黑点增加到每任意方20~25点时,即精刮结束,其T型槽装配平台平面度应为0.01mm/500mm2以下,表面粗糙度为Ra0.8~Ra1.6。
一、 T型槽装配平台生产工艺流程
1. 原料准备
铸造工艺流程的一步是准备需要的原料。T型槽装配平台制造所需要的原料包括生铁、废钢、生铁铸坯、连铸坯等。这些原料需要经过筛、清洗、切割等工序后,方可用于下一步的生产过程。
2. 熔炼
熔炼是铸造工艺流程中非常关键的环节。在铸造T型槽装配平台时,需要将预先准备好的原料放入熔炉中进行熔化。熔化后的液体金属需要进行测温、合金调整等工序,确保其质量符合要求。
3. 浇注
浇注是铸造工艺流程中的关键步骤。在这一步骤中,需要将已经熔化好的液态金属倒入模具中,待其冷却成型后,即可得到T型槽装配平台。浇注过程需要注意浇注口的大小、位置和流量等因素,以确保T型槽装配平台质量。
4. 冷却
铸造完成后,需要将T型槽装配平台进行冷却。冷却需要根据T型槽装配平台的厚度、尺寸和材料等因素,进行适当的时间和方式选择。在T型槽装配平台制造过程中,常采用水、空气、油等介质进行冷却。
5. 去砂
铸造完成后,需要将T型槽装配平台上的砂粒清理干净。去砂需要使用各种磨砂工具、喷砂工具和清洗设备,将T型槽装配平台表面的砂粒和残留物清理干净。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/