表面处理:防锈喷砂
工作面硬度:HB170-240
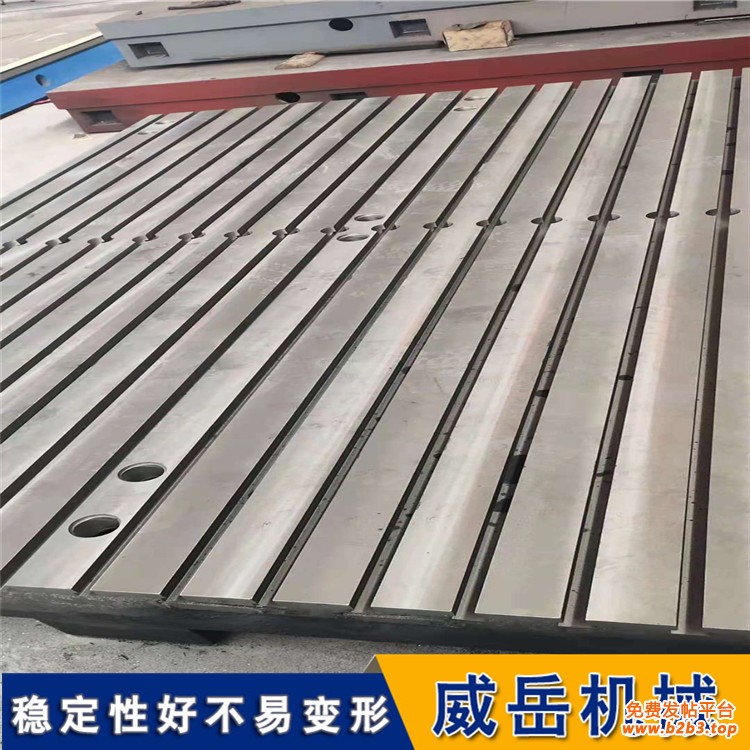
铸铁检验平台用于机床、机械、检验测量,检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作精划线。铸铁检验平板经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨。精刨是保证铸铁检验平板3级精度和表面粗糙度的一道工序,2级以上精度铸铁检验平板须人工刮研,以保证平板的几何精度,对已合格的铸铁检验平板应避免热源的影响和受酸碱的腐蚀。高精度的铸铁平台应放置在20℃±5℃的恒温处。每一种铸造合金的铸件,都有其合适的重量范围,壁厚的大小直接影响重量,如果选择适当,既能保证铸件的机械性能要求,又方便铸造生产。铸铁平台(平板)在设计壁厚时,为了节约金属材料,减轻铸件重量,不应单纯以增加铸铁平台的璧厚作为提强度的办法。从合金的结晶特点可知,随着平台铸件壁厚的增加,应选择合理的截面形状,铸铁平台设计时应有合理的壁厚 铸铁平台壁厚的增加而成正比例增加。同一铸铁平台上,内壁厚度应比外壁厚度小,肋的厚度应比连接壁小,以便使各部分壁的冷速度均匀。当铸铁平台承受载荷较大,要求具有较强度和刚度时,可根据载荷性质和大小,在薄弱部位安置加强肋板。以避免厚大截面。铸铁平台各部分壁厚如果相差太大,则在厚壁处金属积聚,凝固收缩时,易在热节处产生缩孔与缩松。
一、 手推式刮削铸铁检验平台:1、右手握刀柄,左手握刀杆,距刀口50-70mm。2、刮削时,左手向下压,并控制方向,右手向前推。3、上身前倾,右手向前推时,上身亦向前摆动。4、刮出一段花后,左手立即将刀提起,然后续刮削。
二、 挺刮式刮削铸铁检验平台:1、将刮刀柄置于小腹右侧肌肉处。2、双手握刀杆,左手距刀口80mm左右。3、利用腿部和腰部的力量向前推进,同时双手向下压刮刀,并控制方向。4、刮出一段花后,将刮刀立即提起,然后接续刮削。
三、 拉刮式刮削铸铁检验平台:左手紧握刀杆部分并往下压,右手抓住刀柄用力向后拉,此法适用于凹槽的检验平台的刮削。
四、 肩挺式刮削铸铁检验平台:1、刀柄抵在右肩处,双手握刀杆距刀口80mm处。2、用右肩和上身的力量,配合向前挺刮,双手向下压,并控制方向,刮出一段花后,立即提起刮刀,然后接续刮削。此法适用于较高、面积不大的检验平台http://www.chinaweiyue.com/咨询13231713280。